
In today’s modern digital workspace, it is common for professionals to spend long hours—often eight hours or more—working on computers. Whether someone is a designer,
Category: Other
Designing a Modern Microgrid System for Industrial and Commercial Energy Projects
Microgrid System Design in Modern Energy Infrastructure Modern energy infrastructure is increasingly shifting toward decentralized and flexible architectures where reliability, efficiency, and adaptability are essential
Solar Cell Insulation Adhesive in Modern Photovoltaic Manufacturing Efficiency Materials and System Integration Perspective
From Safety Material to Manufacturing Efficiency Enabler In the photovoltaic industry, materials are often evaluated from a narrow perspective of electrical performance or durability. However,
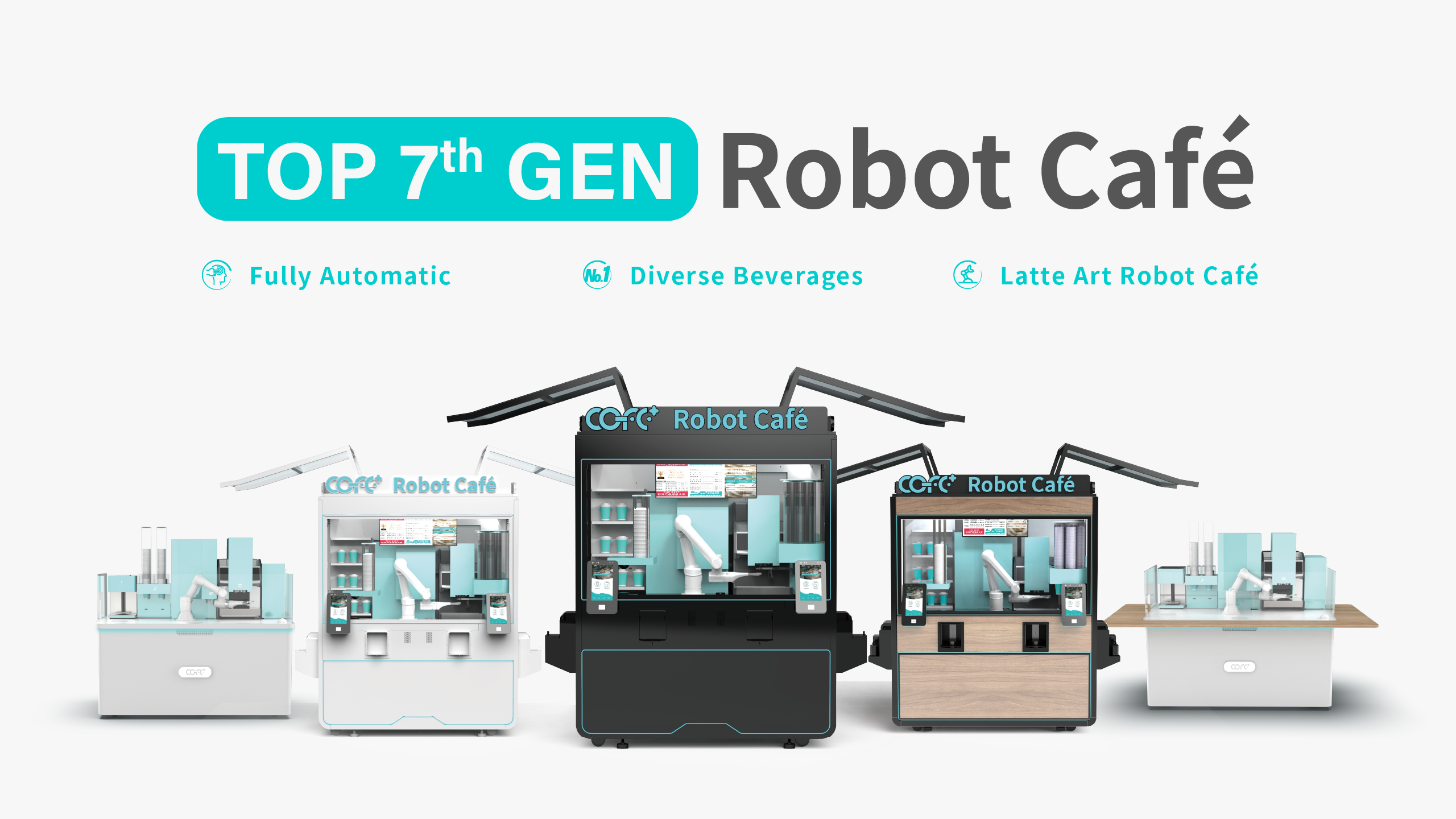
Verified Coffee Robot: COFE+ Redefines Automated Café Excellence for the next decade
In an era where automation meets artisanal quality, robotic coffee solutions are transforming the global café industry. Among the emerging players in this space, Shanghai
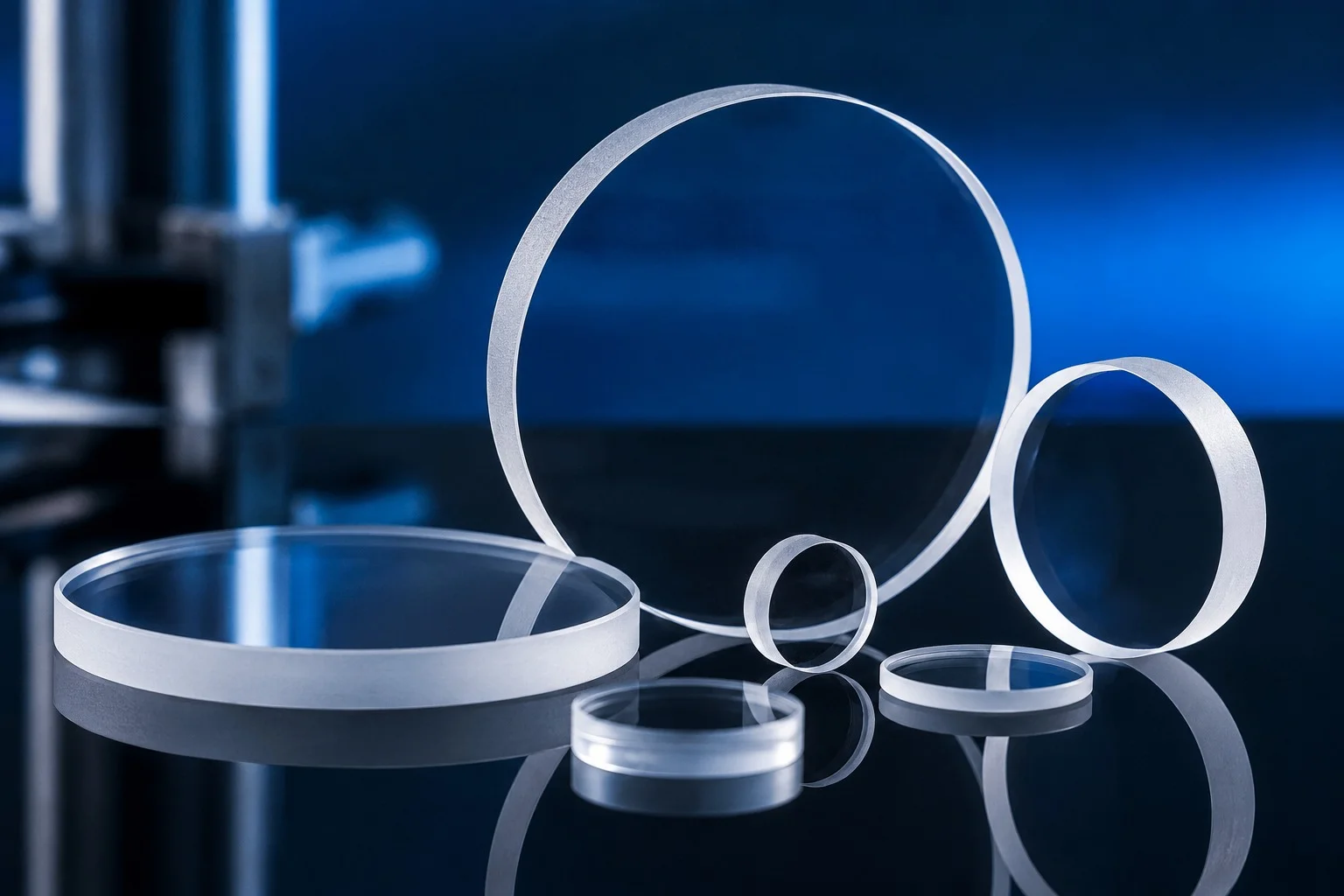
What are the common causes of damage to Optical Windows?
Optical Windows are critical components in a wide range of industries, including laser systems, medical devices, aerospace, semiconductor manufacturing, military optics, scientific instruments, and industrial
12-Inch Windows Rugged Tablet OEM for Industry: A Complete Guide for Industrial Applications
In today’s fast-paced industrial environment, businesses increasingly rely on durable, high-performance mobile devices to support field operations, warehouse management, logistics, and manufacturing control systems. Among
4-Wire vs 5-Wire Resistive Touch Screens for OEMs: Key Differences and Industrial Applications
In modern industrial and embedded device design, touch interfaces remain a critical component for human–machine interaction. Among different touchscreen technologies, resistive touch screens continue to
HAIRVERA Cosmetic Launches CORTEX Bond Builder: Transformative Case Studies Revealed!
HAIRVERA Cosmetic has officially introduced its innovative CORTEX Bond Builder, supported by compelling case studies that demonstrate its outstanding performance in hair repair and styling
How Waste Heat Recovery Devices Improve Industrial Efficiency Systems
Industrial production has entered a phase where efficiency is no longer defined only by output capacity, but increasingly by how intelligently energy is used and
Integrated Industrial Air System Optimization and the Critical Role of Air Compressor Cooling Technology in Modern Manufacturing
Why Thermal Stability Defines Modern Compressed Air Systems In today’s industrial environment, compressed air systems are no longer simple utility equipment supporting production. They have